аТЮХРрБ№
ВњЦЗСаБэ
СЊЯЕЮвУЧ

ЮоЮ§ЪааЫЗхЛњЦїгаЯоЙЋЫО
Еи жЗ ЃКЮоЮ§ЪааТЧјЗЛЧАаТЗчТЗ36КХ
Еч ЛА ЃК0510-88273229
ДЋ ец ЃК0510-88271450
СЊЯЕШЫЃКТэзм
Ъж Лњ ЃК13806182809
гЪ Яф ЃКxf@xfjq.com
Эј жЗ ЃКwww.xfjq.com
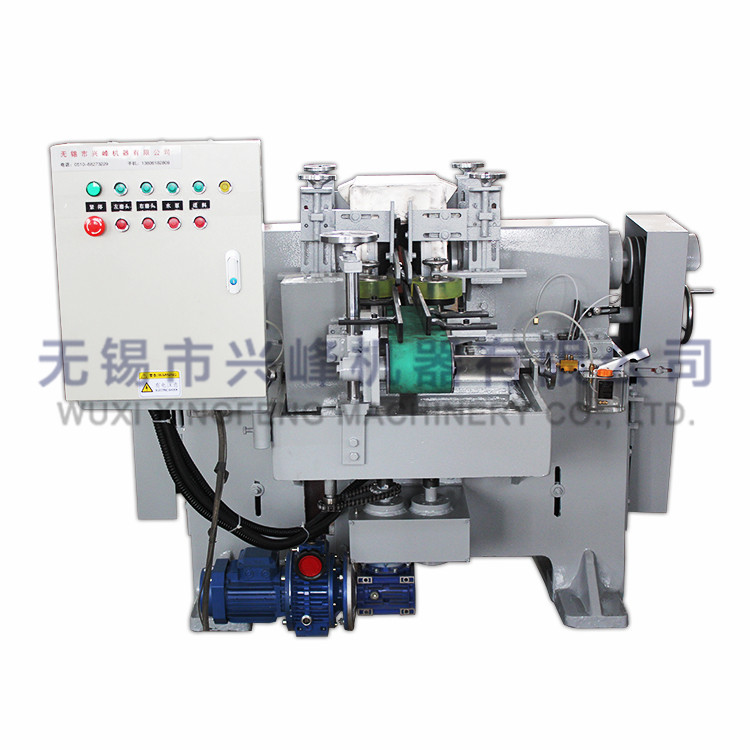
ЫЋЖЫУцЮЊЪВУДФЅВЛГіЛЈЮЦ
ЗЂВМЪБМфЃК2025-11-28
ДВЩэЕМЙьЛђ?ЩАТжМмЕМЙьдкЫЎЦНУцФкжБЯпЖШЮѓВюДѓ?ЃКетЛсгАЯьаоећЙьМЃЃЌЕМжТФЅЯїБэУцВЛЦНећЃЌЮоЗЈаЮГЩдЄЦкЕФЛЈЮЦЁЃ
?ЩАТжФЅЯїаЭУцЕФЦНећЖШВЛзу?ЃКгЩгкЩАТждЫааЕФЯпЫйЖШгЩЭтдЕЯђжааФж№НЅМѕаЁжССуЃЌЭтдЕЯћКФПьЃЌШнвзГіЯжжаЭЛЃЌгАЯьФЅЯїБэУцЕФЙтЛЌЖШКЭЛЈЮЦЕФаЮГЩЁЃ
НтОіЗНЗЈЛђНЈвщ
ЕїећЩАТжжїжсгыЙЄзїЬЈвЦжЇЕФЦНааЖШ?ЃКЪЙгУзЈгУЙЄОпВтСПжїжсЦНааЖШЃЌШчгаГЌВюгІНјааЕїећЃЌШЗБЃЦНааЖШЗћКЯвЊЧѓЁЃ
МьВщВЂЕїећДВЩэЕМЙьЛђЩАТжМмЕМЙьЕФжБЯпЖШ?ЃКШЗБЃЕМЙьдкЫЎЦНУцФкЕФжБЯпЖШЮѓВюдкдЪаэЗЖЮЇФкЃЌБивЊЪБНјаааое§ЁЃ
аоећЩАТжБЃГжаЭУцЕФЦНећЖШ?ЃКЖЈЦкМьВщКЭаоећЩАТжЃЌШЗБЃЦфаЭУцЦНећЃЌБмУтвђаЭУцВЛЦНећЕМжТЕФФЅЯїЮЪЬтЁЃ
?ЩАТжФЅЯїаЭУцЕФЦНећЖШВЛзу?ЃКгЩгкЩАТждЫааЕФЯпЫйЖШгЩЭтдЕЯђжааФж№НЅМѕаЁжССуЃЌЭтдЕЯћКФПьЃЌШнвзГіЯжжаЭЛЃЌгАЯьФЅЯїБэУцЕФЙтЛЌЖШКЭЛЈЮЦЕФаЮГЩЁЃ
НтОіЗНЗЈЛђНЈвщ
ЕїећЩАТжжїжсгыЙЄзїЬЈвЦжЇЕФЦНааЖШ?ЃКЪЙгУзЈгУЙЄОпВтСПжїжсЦНааЖШЃЌШчгаГЌВюгІНјааЕїећЃЌШЗБЃЦНааЖШЗћКЯвЊЧѓЁЃ
МьВщВЂЕїећДВЩэЕМЙьЛђЩАТжМмЕМЙьЕФжБЯпЖШ?ЃКШЗБЃЕМЙьдкЫЎЦНУцФкЕФжБЯпЖШЮѓВюдкдЪаэЗЖЮЇФкЃЌБивЊЪБНјаааое§ЁЃ
аоећЩАТжБЃГжаЭУцЕФЦНећЖШ?ЃКЖЈЦкМьВщКЭаоећЩАТжЃЌШЗБЃЦфаЭУцЦНећЃЌБмУтвђаЭУцВЛЦНећЕМжТЕФФЅЯїЮЪЬтЁЃ
ЩЯвЛЬѕЃКЫЋЖЫУцФЅДВЮЊЪВУДгаСНИіПз
ЯТвЛЬѕЃКЫЋЖЫУцФЅДВЮЊЪВУДгаСНИіПз
ЯрЙиБъЧЉЃКЫЋЖЫУцФЅДВ,ЭпаЭФЅДВ,еёЖЏЫЭСЯЦї,ЫФЖЫУцФЅДВ,ЭЈЙ§ЪНЫЋЖЫУцФЅДВЯрЙиаТЮХ
- 2026-03-31 ЫЋЖЫУцЮЊЪВУДФЅВЛГіЛЈЮЦ
- 2026-03-31 ЫЋЖЫУцФЅДВЮЊЪВУДгаСНИіПз
- 2026-02-28 ЫЋЖЫУцФЅДВФЅЯїЙЄМўГіЯжЙ§ШШЯжЯѓЕФдвђ
- 2026-02-28 ШчКЮЕїећЫЋЖЫУцФЅДВЕФНјЕЖСП
- 2026-02-28 ЫЋЖЫУцФЅДВМгЙЄЙЄМўгВЖШЖдБэУцДжВкЖШЕФгАЯь
- 2026-01-29 ЫЋЖЫУцФЅДВФЅЯїНЧЖШЕїНкММЧЩ